
Page 13 - Expresslab_E-Book
P. 13
Simulation System
• Set up and off-line simulation at any PC
• Set up machine specifications (roll geometry, cooling zone, loop, segment information, etc.)
• Set up several patterns (cooling patterns, trigger points, margin patterns, roll gap pattern, etc.)
• Transmission of set up data to on-line control system
• Same functionality with on-line system
• Dynamic simulation for checking patterns in order to optimizing qualities
Cooling/Roll Gap Pattern
• Grouping steel grade by carbon and special alloy contents within product mix
• Cooling pattern based on target temperature for dynamic mode
• Cooling pattern based on water flow rate for semi-dynamic mode
• Optimizing cooling pattern by steel grade group with process optimizing simulation (using CC-MASTER, not included in
CC-COOL N GAP)
• Margin pattern based on surface corner temperature profile preventing corner over cooling
• I/O weight pattern preventing strand thermal bending after final roll position
• Roll gap pattern for soft reduction
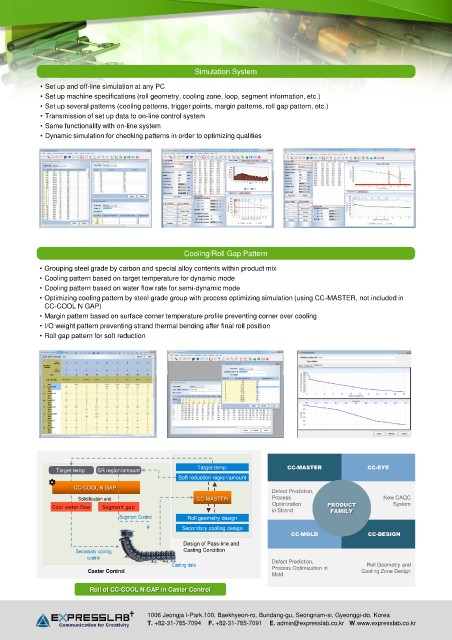
Target temp. CC-MASTER CC-EYE
Target temp. SR region/amount
Soft reduction region/amount
CC-COOL N GAP
Defect Prediction,
Solidification end CC-MASTER Process New CAQC
Cool water flow Segment gap Optimization PRODUCT System
in Strand FAMILY
Segment Control Roll geometry design
Secondary cooling design
CC-MOLD CC-DESIGN
Design of Pass-line and
Secondary cooling Casting Condition
control Defect Prediction,
Casting data Roll Geometry and
Caster Control Process Optimization in Cooling Zone Design
Mold
Roll of CC-COOL N GAP in Caster Control
1006 Jeongja I-Park,100, Baekhyeon-ro, Bundang-gu, Seongnam-si, Gyeonggi-do, Korea
T. +82-31-785-7094 F. +82-31-785-7091 E. admin@expresslab.co.kr W.www.expresslab.co.kr