
Page 15 - Expresslab_E-Book
P. 15
Strip Temperature Control Procedure
• Learning by expert or ANN based on a given data set
• Control factor optimization based on the transient process condition and strip temperature prediction model
• Feed-forward dynamic control using optimized control factor
• Comparison of strip temperature prediction and measured one Read process parameters
• Automatic relearning based on the new data
• PID control and real time emissivity tuning during feed-back control Initial guess of opt. variables
X(0) = dTF i , X(1) = S1 i
Data set for learning
Set features
Steel grade Process conditions Measured strip temp.
Information on next coil and process Modify
conditions X(0)=dTF, X(1)=S1
Predict strip temp. variation by expert module or ANN
Strip temp. prediction learning
model Feed-forward control (furnace temp. Calculate strip temp.
change, furnace temp. change time)
Strip temp. prediction model
Optimized function evaluation
Control factor optimization
Deduction of Estimation of strip temp. prediction No
optimum condition Fmin ?
Yes
Feed-forward learning module Additional learning END
Feed-forward Learning Control to Strip Temp. Control Control factor optimization flow chart
Plant Application and Performance
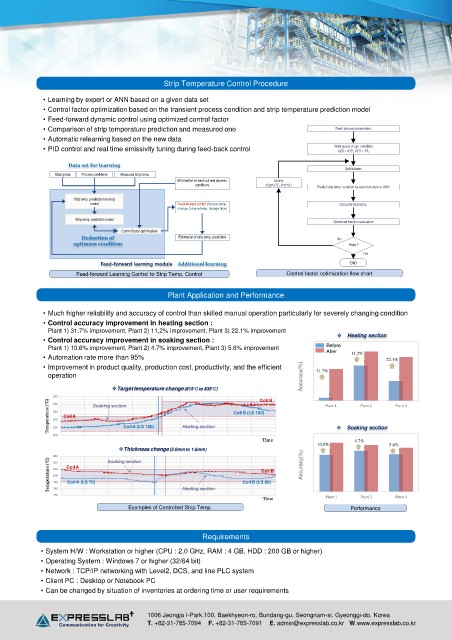
• Much higher reliability and accuracy of control than skilled manual operation particularly for severely changing condition
• Control accuracy improvement in heating section :
Plant 1) 31.7% improvement, Plant 2) 11,2% improvement, Plant 3) 22.1% improvement
• Control accuracy improvement in soaking section : 100 Heating section
Plant 1) 10.6% improvement, Plant 2) 4.7% improvement, Plant 3) 5.6% improvement Before 93.3
After 11.2% 89.5
• Automation rate more than 95% 90 83.9 22.1%
• Improvement in product quality, production cost, productivity, and the efficient 31.7% 81.52
operation Accuracy(%) 80 73.3
Target temperature change (815℃ to 835℃) 70
61.91
850 Soaking section Coil B 60
Temperature (℃) 830 Coil A Coil A (LS 150) Heating section Coil B (LS 150) Plant 1 Plant 2 Plant 3
840
820
810
800 Soaking section
Time 100 97.69 4.7% 95.8
10.6% 5.6% 93.8
Thickness change (2.0mm to 1.6mm) 88.36 91.5 88.8
830 Soaking section Accuracy(%) 90
Temperature (℃) 810 Coil A Coil B (LS 80) 80
820
Coil B
800
70
Coil A (LS 70)
790
780
770 Heating section 60 Plant 1 Plant 2 Plant 3
Time
Examples of Controlled Strip Temp. Performance
Requirements
• System H/W : Workstation or higher (CPU : 2.0 GHz, RAM : 4 GB, HDD : 200 GB or higher)
• Operating System : Windows 7 or higher (32/64 bit)
• Network : TCP/IP networking with Level2, DCS, and line PLC system
• Client PC : Desktop or Notebook PC
• Can be changed by situation of inventories at ordering time or user requirements
1006 Jeongja I-Park,100, Baekhyeon-ro, Bundang-gu, Seongnam-si, Gyeonggi-do, Korea
T. +82-31-785-7094 F. +82-31-785-7091 E. admin@expresslab.co.kr W.www.expresslab.co.kr