先进的连铸模拟软件
动态控制连续铸造的二次冷却和辊缝
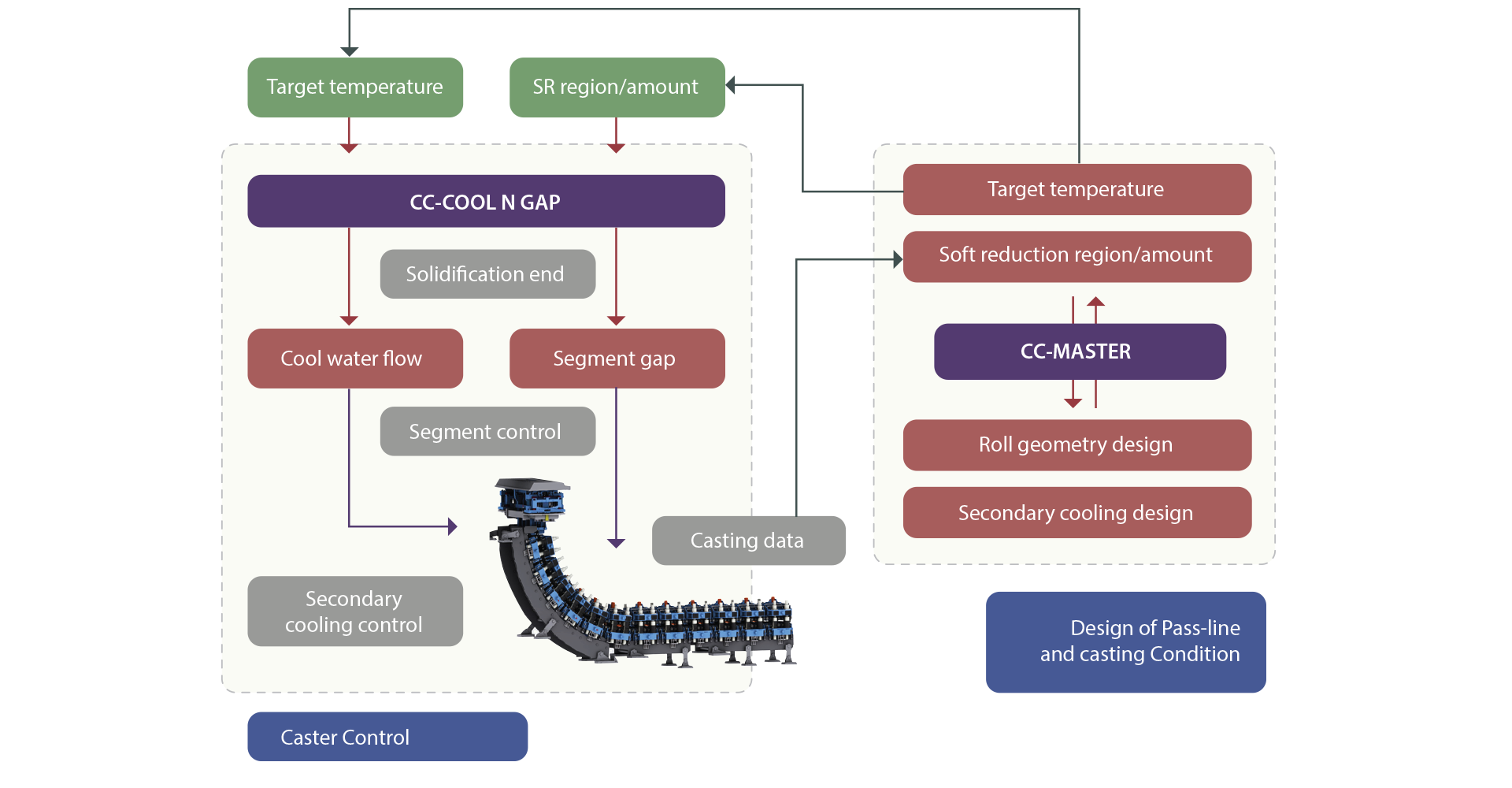
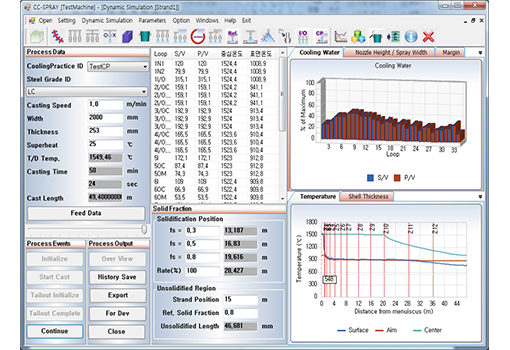
CC-COOL N GAP 开发了基于预定义表面温度曲线动态控制二次冷却水流量和辊隙的连续铸造。 动态二次冷却和辊缝控制对于一致地获得优质钢绞线非常有用。 CC-COOL N GAP可用于二次冷却和辊缝的在线控制和离线模拟。 包含在CC-COOL N GAP中的目标表面温度曲线经过优化,可最大限度地减少钢绞线的内部/表面裂纹。

特征
使用在线热追踪模型(基于有限元法)使用实际铸造条件(铸造速度,冷却水流量)
用户可调模式(提供用于调整热模型的打开参数)
使用动态模式(目标温度基准)和半动态模式(冷却水流量基准)
使用开/关页边空白控制逻辑(按水线宽度修改水流量)
使用可移动的喷射余量控制逻辑(根据拐角余量长度确定的喷嘴高度修改水流量)
跟踪钢级,钢绞线宽度和冷却模式
使用PID控制保持表面温度
使用稳定逻辑来最小化水流波动(在铸造开始的情况下)
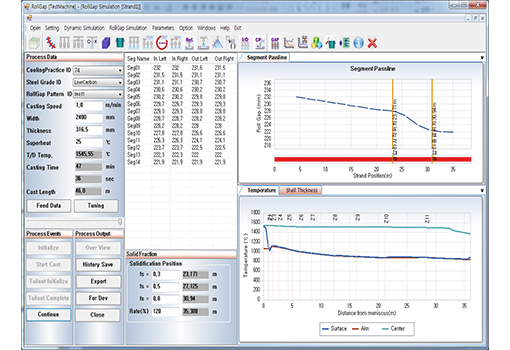
结合柔性缩减的股线间隙动态控制
根据线材的质量(内部/表面裂缝)提供通过工艺优化获得的动态和半动态冷却模式
灵活的GUI(通过用户的方便定制操作和监视GUI)
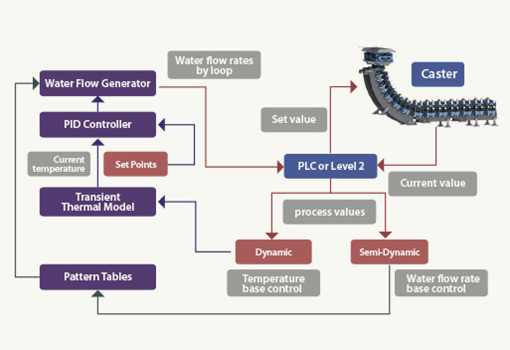
冷却控制系统的结构
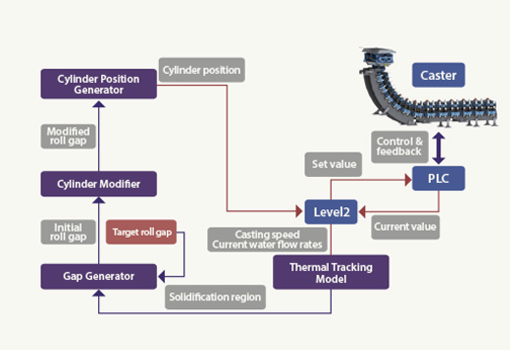
动态辊缝控制系统的结构
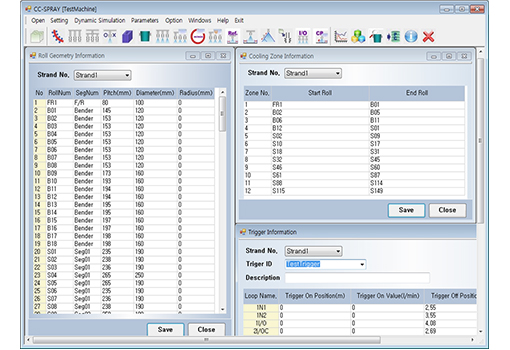
仿真系统
在任何PC上设置和离线模拟置机器规格(卷筒几何形状,冷却区域,回路,区段信息等)
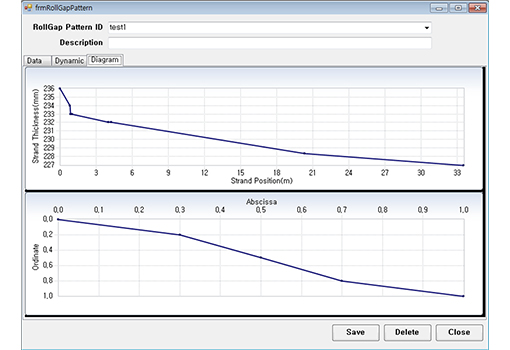
设置多个图案(冷却图案,触发点,边缘图案,辊缝图案等)
将设置数据传输到在线控制系统
与在线系统相同的功能
动态模拟检查模式以优化品质
冷却/辊隙模式
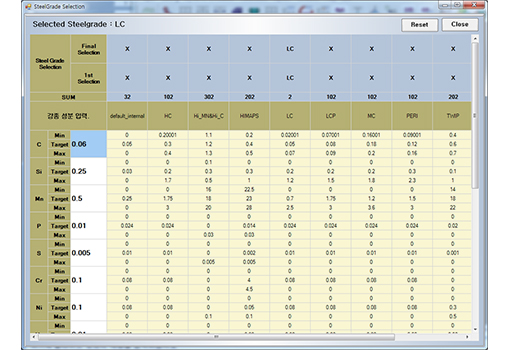
在产品组合中,通过碳和特殊合金成分对钢种进行分组根据动态模式下的目标温度制冷模式
基于半动态模式的水流量的冷却模式
通过工艺优化模拟(使用CC-MASTER,不包括在CC-COOL N GAP中),通过钢级组优化冷却模式。
基于表面角温度曲线的边缘图案防止角落过度冷却
I/O重量模式可防止最终卷筒位置后的线材热弯曲
用于轻压缩的辊缝模式

CC-COOL N GAP在连铸机控制中的作用