Software for Continuous Casting
ANN(Artificial Neural Network) based strip temperature control system for a continuous annealing process
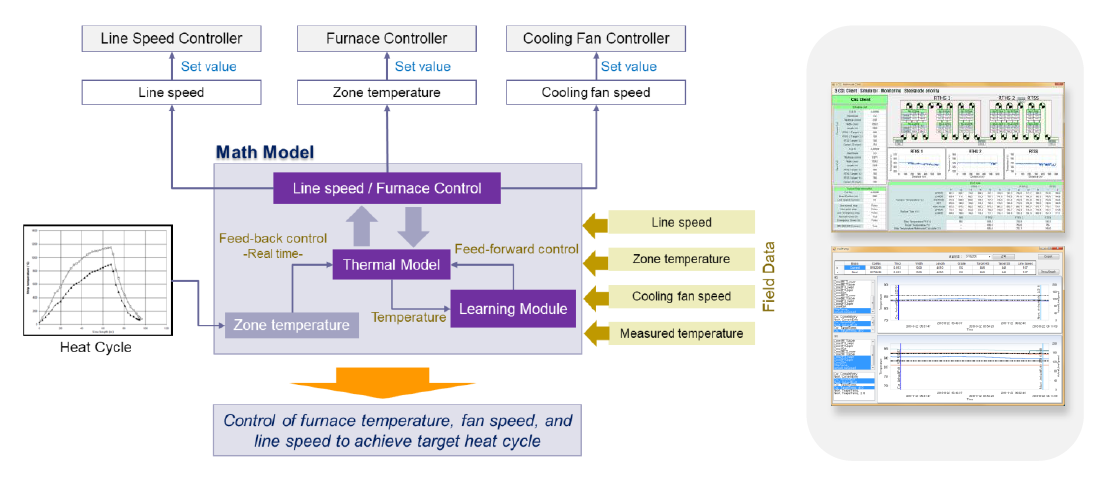
ST-OPTIMIZER has been developed to achieve the desired strip quality by controlling strip temperature during continuous annealing process, especially in transient furnace operations. Due to high thermal inertia of the furnace and frequent transient furnace operation from various kinds of steel grade or process conditions, it is not easy to get high accuracy of control to keep exact strip temperature according to predefined one. ST-OPTIMIZER is an advanced control system that ensures accurate control of strip temperature in any transient furnace operations by using combined math model, feed-back control, and feed-forward learning control modules.
Features
On-line thermal tracking math model (based on Finite Element Method)Tracking actual process conditions (strip width, thickness, line speed, steel grade, furnace temp. etc.) for math model calculation
Emissivity tuning by real time feed-back control
Using PID control for controlling strip temperature
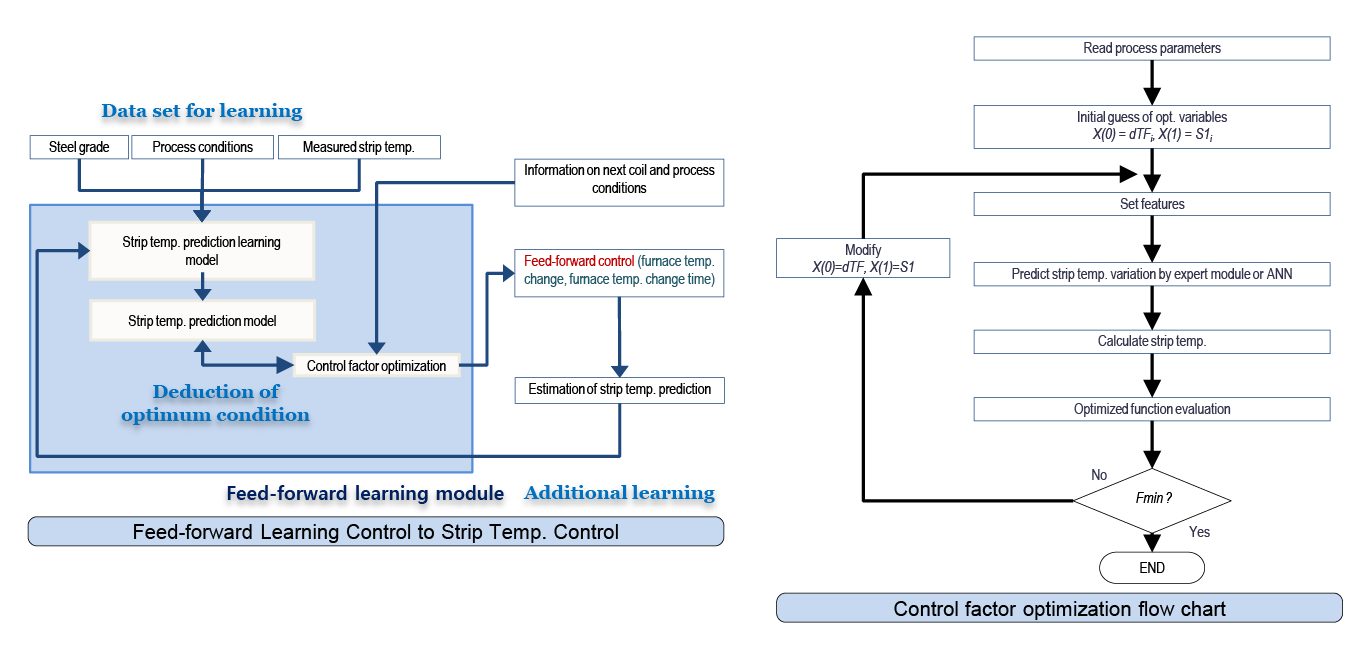
Feed-forward control based on learning module in case of transient operations
Strip temperature prediction by expert or artificial neural network learning module for transient operations
Optimization of control factor to keep strip temperature in the target range
Optimization of strip temperature profile to keep it in the target range for transient operations
Automatic optimization of control factor and strip temperature profile for a new transient operation
High accuracy of strip temperature control by combining feed-back and feed-forward learning control efficiently
Much higher reliability and accuracy proven than highly skilled manual operation
Functional and flexible GUI of server and client program
Strip Temperature Control Procedure
Learning by expert or ANN based on a given data setControl factor optimization based on the transient process condition and strip temperature prediction model
Feed-forward dynamic control using optimized control factor
Comparison of strip temperature prediction and measured one
Automatic relearning based on the new data
PID control and real time emissivity tuning during feed-back control
Plant Application and Performance
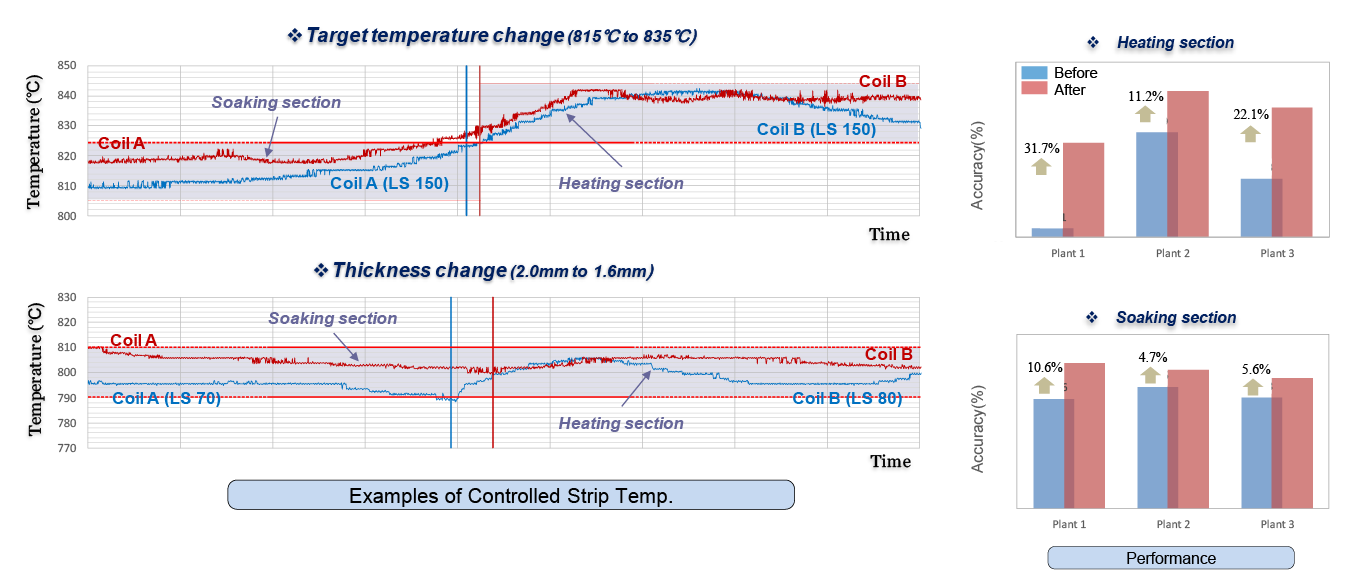
Much higher reliability and accuracy of control than skilled manual operation particularly for severely changing conditionControl accuracy improvement in heating section :
Plant 1) 31.7% improvement, Plant 2) 11,2% improvement, Plant 3) 22.1% improvement
Control accuracy improvement in soaking section :
Plant 1) 10.6% improvement, Plant 2) 4.7% improvement, Plant 3) 5.6% improvement
Automation rate more than 95%
Improvement in product quality, production cost, productivity, and the efficient operation
Requirements
System H/W : Workstation or higher (CPU : 2.0 GHz, RAM : 4 GB, HDD : 200 GB or higher)Operating System : Windows 7 or higher (32/64 bit)
Network : TCP/IP networking with Level2, DCS, and line PLC system
Client PC : Desktop or Notebook PC
Can be changed by situation of inventories at ordering time or user requirements
Advanced simulating
Software for Continuous Casting
ST-OPTIMIZER
Catalog Download
ANN(Artificial Neural Network) based strip temperature control system for a continuous annealing process
ST-OPTIMIZER has been developed to achieve the desired strip quality by controlling strip temperature during continuous annealing process, especially in transient furnace operations. Due to high thermal inertia of the furnace and frequent transient furnace operation from various kinds of steel grade or process conditions, it is not easy to get high accuracy of control to keep exact strip temperature according to predefined one. ST-OPTIMIZER is an advanced control system that ensures accurate control of strip temperature in any transient furnace operations by using combined math model, feed-back control, and feed-forward learning control modules.
On-line Prediction of Qualities and Origins of Defects
Features
On-line thermal tracking math model (based on Finite Element Method)Tracking actual process conditions (strip width, thickness, line speed, steel grade, furnace temp. etc.) for math model calculation
Emissivity tuning by real time feed-back control
Using PID control for controlling strip temperature
Feed-forward control based on learning module in case of transient operations
Strip temperature prediction by expert or artificial neural network learning module for transient operations
Optimization of control factor to keep strip temperature in the target range
Optimization of strip temperature profile to keep it in the target range for transient operations
Automatic optimization of control factor and strip temperature profile for a new transient operation
High accuracy of strip temperature control by combining feed-back and feed-forward learning control efficiently
Much higher reliability and accuracy proven than highly skilled manual operation
Functional and flexible GUI of server and client program
Strip Temperature Control Procedure
Learning by expert or ANN based on a given data setControl factor optimization based on the transient process condition and strip temperature prediction model
Feed-forward dynamic control using optimized control factor
Comparison of strip temperature prediction and measured one
Automatic relearning based on the new data
PID control and real time emissivity tuning during feed-back control
Plant Application and Performance
Much higher reliability and accuracy of control than skilled manual operation particularly for severely changing conditionControl accuracy improvement in heating section :
Plant 1) 31.7% improvement, Plant 2) 11,2% improvement, Plant 3) 22.1% improvement
Control accuracy improvement in soaking section :
Plant 1) 10.6% improvement, Plant 2) 4.7% improvement, Plant 3) 5.6% improvement
Automation rate more than 95%
Improvement in product quality, production cost, productivity, and the efficient operation
Requirements
System H/W : Workstation or higher (CPU : 2.0 GHz, RAM : 4 GB, HDD : 200 GB or higher)Operating System : Windows 7 or higher (32/64 bit)
Network : TCP/IP networking with Level2, DCS, and line PLC system
Client PC : Desktop or Notebook PC
Can be changed by situation of inventories at ordering time or user requirements